| 成型工艺: | 1/2"-16"(dn15-dn400)整体冷加工不锈钢翻边成型18"-24"(dn450-dn600)氩弧焊接成。 |
| 尺寸: | 1/2"-24"(dn15-dn1000) |
| 标准: | asmeb16.9,msssp-43,hg205099,hg20621 |
| 壁厚: | sch5s-sch40s |
| 材质: | 改成sf2225,sf2205,sf2507,合金钢,碳素钢,低温用钢,304,304l,316l等 |
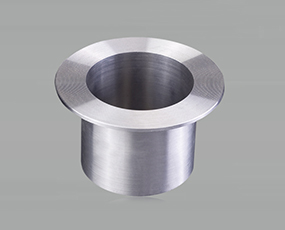
不锈钢翻边有很多种类,分类方式也不同。其中,按照变形的性质可分伸长型翻边、压缩型翻边。
不锈钢翻边是在毛坯的平面部分的边缘,沿着规定的曲线翻起竖立的直边的成形方式。
影响不锈钢翻边的系数的因素有以下几点:
(1)材质塑性:
材质的延伸率δ、应变硬化指数、各向异性的系数越大,翻边的系数就越小,有助于翻边。
(2)孔的加工方式:
预制孔的加工方式决定了孔的边缘状况,孔的边缘没有毛刺、撕裂、硬化层等缺陷的时候,翻边的系数就会越小,有助于不锈钢翻边。现在,预制孔使用的冲孔、钻孔的方式进行加工,数据可以显示出,钻孔比普通的冲孔的min小。采用的是常规冲孔的方式进行生产效率高,尤其是比较适合加工比较大的孔,但是会形成孔口的表面的硬化层、毛刺、撕裂等缺陷,引起了翻边的系数变大。其采取的是冲孔后进行热处理的退火、修孔、沿与冲孔方向相反的方向进行翻孔,这会让毛刺位于翻孔内侧等方式,可以得到比较低的翻边系数。利用钻孔后清理毛刺的方式,也可以得到比较低的翻边的系数,但是生产效率比较低。
(3)预制孔的相对直径:
预制孔的相对直径越小,翻边的系数就越小,有助于不锈钢翻边。因为相同的预制孔径,材质的厚度就越大,厚度方向压应的允许值就会增大,通过体积不变的定律,因此不锈钢翻边的时候,变形区的边缘要开裂的时候的切向应变值就会增大,由此可知,翻边的系数就越小。
(4)凸模的形状
球形凸模的翻边系数比较小。另外,抛物面、锥形面、比较大圆角半径的凸模的翻边系数也比较小。这是由于在不锈钢翻边变形的时候,球形、锥形凸模是凸模前端较先和预制孔口进行接触,在凹模口区产生的弯曲变形小很多,易让孔口部产生塑变形。因此,相同的不锈钢翻边的孔径d与材质厚度t的时候,能让不锈钢翻边的预制孔径变得更小,所以翻边的系数就越小。
欢迎您能够访问我们的网站绿茵体育,在此我们要对您的关注和支持表示感谢,如果您对我们的产品、服务有任何建议或者疑问的话,请立即联系绿茵体育,我们尽量会给您满意的答复。